
目次
溶接についての基礎知識
アーク溶接って何?
 ケン・島津
ケン・島津
この記事では溶接機の選び方について解説する。ちなみに単に「溶接」と言う場合、アーク溶接のことだと考えてOKだ。
アークって何でしたっけ?
 リナ
リナ
ケン・島津
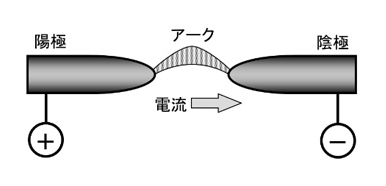
ふつう、電気は金属(導体)の中を流れるよな?しかし、高電流を流すと電極間に隙間があっても電流が流れる。これがアーク放電と呼ばれているのだが、アーク溶接はまさにこのアーク放電の熱を利用する溶接方法なんだ。身近な例でいくと、通電中のコンセントを抜くとバチッとなる、アレだ。
屋内ではガスシールドアーク溶接
アーク溶接の中にも色々な種類があるのですか?
 リナ
リナ
ガスシールドアーク溶接の例
ケン・島津
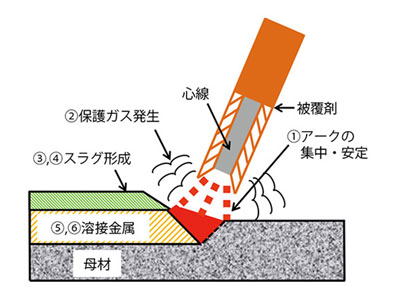
そうだ。特に、高温となった金属が空気中の酸素と反応して酸化するのを防ぐためにガスを噴射しながら溶接する方法をガスシールドアーク溶接という。溶接している金属の周りにガスでバリアをつくるようなイメージだな。使われるガスにはアルゴンやヘリウムといった不活性ガスや、不活性ガスと二酸化炭素(CO2)との混合ガスなどがある。ガスはトーチの先端などから噴射されるが、風のある環境ではガスが吹き飛ばされてしまうため、屋外での作業には向かない。
屋外では被覆アーク溶接・セルフシールドアーク溶接
屋外の作業に適した溶接方法はどんなものがあるのですか?
リナ
ケン・島津
被覆アーク溶接やセルフシールドアーク溶接などシールドガスを用いない方法がオススメだ。風に強いという性質から屋外での作業に適しているぞ。
なんだ!シールドガスって無くてもいいんですか!
リナ
出典「ぼうだより 技術がいど」
ケン・島津
いや、そういうわけではないんだ。シールドガスを噴射する代わりにフラックスという特殊な粉が塗り固められている溶加材(溶接棒や溶接ワイヤ)を使用する。それを用いて、いざ溶接を始めるとアーク熱でこのフラックスが分解されてガスとなり、溶接部分を保護して、酸化することを防いでくれる。つまり、ガスシールドアークでも被覆アーク溶接でも溶接部を保護するガスは必要ということだ。
溶極式・非溶極式とは?
ケン・島津
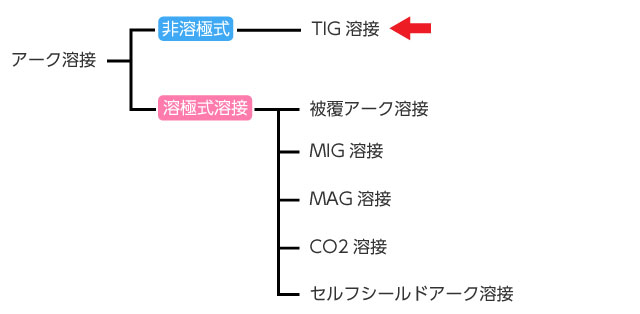
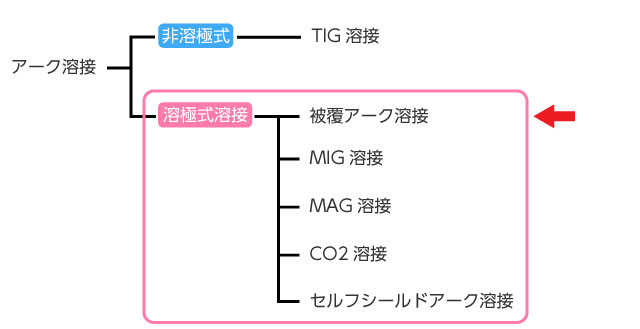
またアーク溶接は「溶極式」と「非溶極式」という2つのグループに分けることもできる。溶極式と非溶極式にはそれぞれ次のような特徴がある。
- 溶極式:電極自体が溶接棒の役割を果たし、溶けてしまうタイプ。
- 非溶極式:電極自体はほとんど溶けない。別途溶接棒を用意する必要がある。
非溶極式
 リナ
リナ
いろいろな溶接方法があって、混乱してきました!
実はこの他にもサブマージアーク溶接やプラズマ溶接など、たくさんあるんだ。しかし、大掛かりな設備が必要で個人ではあまり使用するものではないのでここでは省略するぞ。それじゃあ、それぞれの溶接方法について、一つ一つ見ていこうか。まずは非溶極式のTIG溶接からだ。
 ケン・島津
ケン・島津
TIG溶接 (車やバイクなどの溶接に最適)
ケン・島津
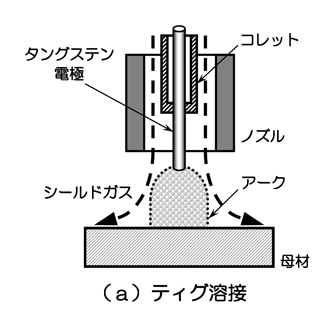
TIG溶接は電極にタングステン(Tungsten)、シールドガスに不活性ガス(Inert Gas)を用いた溶接方法だ。
タングステン?
リナ
ケン・島津
タングステンは金属の中でもっとも融点(溶ける温度)が高く、3422℃にもなる。だから、こいつを電極に使ってもアーク熱程度では溶けない。これが非溶極式と呼ばれる理由だ。
具体的にはどのような溶接方法なのですか?
リナ
ケン・島津
電極と母材(溶接する金属)の間にできたアークの中で溶接棒を溶かして溶接する。安定性に優れ、溶融池をはっきりと見ることができるので比較的作業がしやすく、高品質かつきれいなビードをひくことができる。仕上がりがキレイなので見た目が重要な車やバイクなどの溶接にはTIG溶接を選ぶと良いだろう。ただし、溶接速度が遅いというデメリットはある。

TIG溶接機
ビルディでCHECK
ビルディでCHECK
↓TIG溶接機はこちらの記事で詳しく解説しています。
 TIG溶接機の選び方 インバーター?パルスって何?直流と交流の使い分けは?
TIG溶接機の選び方 インバーター?パルスって何?直流と交流の使い分けは?
溶極式
ケン・島津
続いて溶極式の溶接方法について、見ていこう。
溶極式ってことは電極自体が溶けるということですか?
リナ
ケン・島津
そういうこと。溶接棒が電極になるということだ。まずは被覆アーク溶接から解説していくぞ。
被覆アーク溶接 (屋外での作業に最適)
出典「ぼうだより 技術がいど」
ケン・島津
被覆アーク溶接はポッキーのような溶接棒を電極として、母材(溶接する金属)との間にアークを発生させる溶接方法だ。アーク熱で母材が溶け、さらに溶けた電極(溶接棒)が母材と融合する。電極自体が溶接棒の役割を兼ねているというわけだ。
TIG溶接と違って、シールドガスは噴射しないんですね。
リナ
ケン・島津
溶接棒に塗り固められた被覆剤(フラックス)がアーク熱によって分解されてガスとなり、溶接部分を保護して、酸化することを防いでいる。また、この被覆剤(フラックス)はアークを安定化する効果もあるんだ。風に強いため、屋外での作業ではほとんど被覆アーク溶接が用いられている。溶接速度が遅い点はデメリットだな。

被覆アーク溶接機(手棒)
ビルディでCHECK
ビルディでCHECK
↓被覆アーク溶接(手棒)についてはこちらの記事で詳しく解説しています。
 被覆アーク溶接の特徴(メリット・デメリット)と電圧別のオススメ機種
被覆アーク溶接の特徴(メリット・デメリット)と電圧別のオススメ機種
半自動溶接 (広範囲の溶接作業に最適)
 リナ
リナ
半自動溶接って何が半自動なんですか?
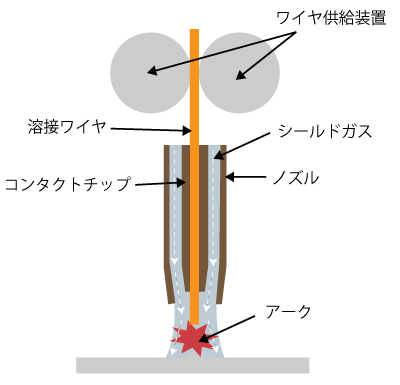
半自動溶接機には溶接ワイヤーがセットされていて、ワイヤ供給装置により、溶接ワイヤーが自動で供給される。ただし、溶接の作業自体は手動になるので「半自動」と呼ばれているんだ。
ケン・島津
リナ
そういう意味だったんですね!
被覆アーク溶接(手溶接)では溶接棒が短くなると溶接棒を交換する必要があるが、半自動溶接ではその必要がないため、作業効率が良い。そのため、建築現場や大型車両のメンテナンスなど広範囲での作業に適しているぞ。
ケン・島津
リナ
一口に半自動溶接と言っても、ガスを使う/使わない/ガスの種類によって、さらに分類できるんですよね。
MIG溶接
よく知ってるじゃないか。まずはMIG溶接だ。MIGはMetal Inert Gasの略だ。
ケン・島津
リナ
シールドガスに不活性ガス(Inert Gas)を用いた、金属(Metal)を溶接する方法ということでしょうか。
その通り。シールドガスには不活性ガス(アルゴンまたはヘリウム)のみを使う。仕上がりは美しいが、アークが広がるため溶け込みが浅いという点はデメリットだな。また、アルゴンガスが高価なためアルミニウム合金、ステンレス鋼、耐熱合金鋼など特殊な材料を溶接する時にのみ用いられる。
ケン・島津
MAG溶接
リナ
次はMAG溶接ですか。MAGは何の略ですか?
Metal Active Gasの略で、シールドガスに活性ガス(Active Gas)を用いた、金属(Metal)を溶接方法だ。シールドガスに不活性ガス(アルゴンまたはヘリウム)と安価な炭酸ガス(CO2)の混合ガスを使う。不活性ガスに炭酸ガスを混ぜることでアークを補足してエネルギーを集中させることができ、MIG溶接のデメリット(溶け込みが浅い)を改善することができる。ただし、炭酸ガスが化学反応をおこすため、アルミニウムなどの非鉄金属には用いることはできないから注意してくれ。
ケン・島津
CO2溶接
リナ
続いて、CO2溶接ですね。CO2(炭酸ガス)を用いた溶接方法ということですね?
そうだ。MAG溶接と同様、炭酸ガスが化学反応をおこすため、アルミニウムなどの非鉄金属には用いることはできないから注意してくれ。ふつう、炭酸ガスでアーク溶接を行うと不活性ガス(主にアルゴン・ヘリウム)を使うよりスパッタが多くなり、外観が悪くなる。しかし、その一方で炭酸ガスはアークと化学反応を起こすため、炭酸ガスとアークの間に反発力が発生し、アークが細くなるんだ。結果として、熱エネルギーが集中し溶け込みが深くなるというメリットが得られる。
ケン・島津
セルフシールド溶接 (広範囲の溶接・屋外での作業に最適)
リナ
最後にセルフシールド溶接ですね。これはどういう溶接方法なのでしょう?
いわゆるノンガス半自動溶接。シールドガスを噴射する代わりにフラックスを塗り固めた溶接ワイヤを用いる方法だ。シールドガスを使わないので風に強い溶接方法になる。被覆アーク溶接の半自動溶接バージョンのようなものだな。
ケン・島津
リナ
ガスを使わない半自動溶接ということですね。
| ガスを使う/使わない | ガスの種類 | |
|---|---|---|
| MIG溶接 | 使う | 不活性ガス(アルゴン・ヘリウム) |
| MAG溶接 | 使う | 活性ガス (不活性ガスと炭酸ガスの混合ガス) |
| CO2溶接 | 使う | 炭酸ガス(CO2) |
| セルフシールドアーク溶接 | 使わない | – |

半自動溶接機
ビルディでCHECK
ビルディでCHECK
↓半自動溶接機について、こちらの記事でさらに詳しく解説しています。
 半自動溶接機の選び方 MIG溶接とMAG溶接の違いはガスの違いだけ!
半自動溶接機の選び方 MIG溶接とMAG溶接の違いはガスの違いだけ!
溶接方法の比較
リナ
色々な溶接方法が出てきて混乱してしまいますね・・・
下にまとめておいたから、忘れたときはこの表を思い出してくれ!
ケン・島津
| TIG溶接 | 被覆アーク溶接 | 半自動溶接 | セルフシールド溶接 | |
|---|---|---|---|---|
| 電極の特性 | 非溶極式 | 溶極式 | ||
| 溶接に適した 材質 |
主にステンレス (※交流の場合アルミ、 マグネシウムも可) |
鉄(軟鋼) | 鉄(軟鋼) (※ワイヤーを変えれば ステンレス・アルミも溶接可) |
|
| スパッタの量 | 少ない | 多い | やや多い | 多い |
| 屋外での使用 | NG | OK | NG | OK |
| 必要設備 | アルゴンガス | – | 炭酸ガス | – |
| 消耗品 | 溶接棒、タングステン電極 | 溶接棒 | 溶接ワイヤー | |
別売部品の選び方
溶接ケーブル
リナ
被覆アーク溶接をする場合、本体にケーブルが付いていない場合が多いです。購入前に付属品を確認しましょう。

ほとんどの場合、22スケで対応可能ですが電流値が高い場合はより断面積の大きなケーブルが必要になります。下表をご確認ください。
| 溶接電流/ケーブル往復長 | 20m | 30m | 40m | 60m | 80m | 100m |
|---|---|---|---|---|---|---|
| 170A | 22 | 22 | 30 | 50 | 60 | 80 |
| 140A | 22 | 22 | 22 | 38 | 50 | 60 |
| 100A以下 | 22 | 22 | 22 | 22 | 30 | 38 |
溶接棒

母材(溶接される材料)に近い材質のもの、溶接機の能力に見合ったもの(φ2.6・φ3.2・φ4.0)を選択します。近い材質のものが無い場合は材料特性(引張、強度、硬さなど)が母材と同等になるような溶接棒を選びます。
溶接棒は湿気によって大きな影響を受けますので、使用前にはしっかり乾燥させることが重要です。
↓溶接棒についてはこちらの記事で詳しく解説しています。
 溶接棒(被覆アーク溶接棒)の選び方【溶接の基礎知識】
溶接棒(被覆アーク溶接棒)の選び方【溶接の基礎知識】
溶接面

| 遮光度番号 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
|---|---|---|---|---|---|---|---|
| 溶接電流値(A) | 30~75 | 76~200 | 201~400 | ||||
↓溶接面についてはこちらの記事で詳しく解説しています。
 溶接面(遮光面)を選ぶときの3つのポイント「遮光度・遮光速度・重量」で徹底比較 【2018年9月更新】
溶接面(遮光面)を選ぶときの3つのポイント「遮光度・遮光速度・重量」で徹底比較 【2018年9月更新】
溶接靴

普通の安全靴ではスパッタでメッシュ部分が溶けて火傷をしてしまうなどの危険性があります。溶接時には耐熱効果に優れ、高温による劣化を防ぐ革製の溶接靴を使用するようにしましょう。
ご質問お待ちしております
リナ
以上、溶接機の選び方でした。いかがだったでしょうか?ご不明な点がありましたら、どしどしコメント欄へご投稿ください。


お世話になります。
アルミニウム(純度99.99% Φ0.05mm~0.5mm)線の先端に、線径の約1.5倍ほどの
球を作りたいのですが、それに適合する溶接機をご紹介頂けませんでしょうか
もしくは、アルミ線そのものはそういう加工ができないのでしょうか
お手数ですが、よろしくお願いします。
お世話になっております。
この度はコメントのご投稿ありがとうございます!
メーカーさんに確認させて頂きましたところ、溶接機ではそのような加工はできないということでございました。
また、「他に方法が無いか?」と聞いてみたのですが分からないということでした。
お役に立つことができず誠に申し訳ございません。
その他ご不明な点などございましたらお気軽にお問い合わせくださいませ。
お世話になります。
早々のご回答ありがとうございました。
大変参考になりました。
今後とも、よろしくお願いします。
厚い銅板の上でアルミ棒の先行きをTIG交流溶接であぶってみるのは、駄目ですか?直流では、アルミは中だけが溶け外側は、皮が残ってしまいます(^^;
質問お願い致します。
単相200V 30Aのコンセントで使用可能な半自動溶接機を探しています。
マイト工業のMDM200検討中なのですが、200v定格Aが38Aなのですが、使用可能でしょうか?
またオススメ機種が有りましたら教えて下さい。
宜しくお願い致します。
富さま
コメントありがとうございます!
ご確認頂いた通り、定格電流が38Aとなっておりますので単相200V30Aでは使えないことは無いのですが能力が発揮できません。
電気のご契約内容を変更する必要があるかと存じます。
はじめまして。宜しくお願い致します。
出来るだけ母材に熱を加えたくない場合の溶接方法を模索しています。
現在の選択として被覆アーク溶接・TIG(パルス)
MAG・MIGは未経験ですが必要なら始めようかと思っています。
※軟鉄・隅肉・直線5M~8M程度・脚長6mm・三層が条件です。
回答宜しくお願いします。
溶接アームとは、どういった物でしょうか?又、柱に溶接で取り付けて有る、と聞きますが具体的にはどの様な物なのか、何をするための物でしょうか?御教授お願いします。