
目次
レーザー墨出し器の作業前精度確認は面倒ですよね(^^;
今やレーザー墨出し器は現場には欠かせない道具の一つですが、精密機器のため、保管時の温度や湿度、車載時の振動などちょっとしたことで精度が狂ってしまうことも。(時々トラックの荷台にレーザーを置いている方を見ますが絶対にダメですよ~)
精度確認をせずに作業を続けていると「どうも合わない」、まさかと気付いてレーザーの精度を調べてみたら見事に狂っていた・・・という話もよく聞きます。作業は最初からやり直し。
そうならないために事前の精度確認が大事だというのは分かっちゃいるけど「おおがかりな精度確認なんか作業前にいちいちやってられない・・・」というのも本音だったりします(笑)。そこで、忙しい職人さんでもカンタン&短時間でできる「簡易的な精度チェック方法」と、定期的に行っていただきたいメーカー推奨の「正しい精度点検方法」の2つをご紹介します。
今回アドバイスとご協力をいただいたのは国内レーザー墨出し器のシェアトップメーカーのタジマさんです。
簡易的なレーザー精度チェック方法
こちらでご紹介するチェック方法はレーザー墨出し器を使う前に毎回行ってください。
1.水平ラインの簡易精度チェック
注意
こちらの方法は、あくまでも簡易的な精度チェックです。定期的にメーカー推奨のレーザー精度点検を実施してください。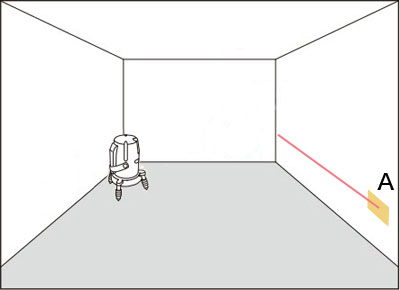
- ※1 横全周モデルの場合は正面の中央付近が養生テープの上にくるようにしてください。
- ※2 横全周モデルの場合は後面の中央付近が養生テープの上にくるようにしてください。
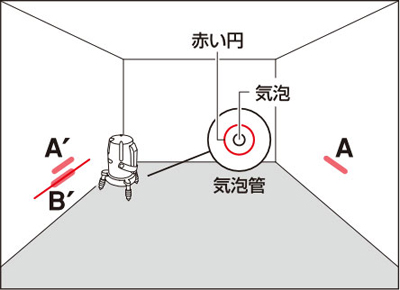
- 壁(水平ラインが照射できる高さ)に養生テープを貼ります。
- レーザー墨出し器の円形気泡管の気泡が赤い円の中心にくるように脚整準ネジを回して調整します。
- 水平ラインの右端が養生テープの上にくるようにして、マーキングします。ここをAとします。※1
- 次に、水平ラインの左端が養生シートの上にくるように本体を回転させ、マーキングします。※2
- Aと大きなズレがないことを確認します。
2.縦ラインの簡易精度チェック
注意
こちらの方法は、あくまでも簡易的な精度チェックです。定期的にメーカー推奨のレーザー精度点検を実施してください。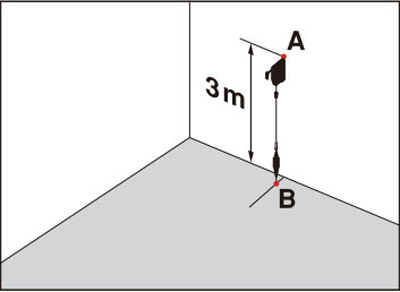
- 風の影響の少ない既設の建造物の壁を選び、高さ3mのポイントをマーキングします。ここをポイントAとします。
- ポイントAから下げ振りを吊した床面のポイントをマーキングします。ここをポイントBとします。
- ポイントAに縦ラインを合わせて、ラインとポイントBに大きなズレがないか確認します。
メーカー推奨の正しいレーザー精度点検方法
1.水平ラインの精度確認(メーカー推奨)
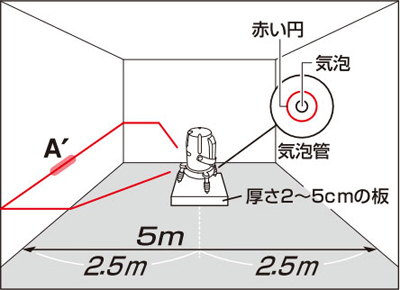
- 5m離れた壁(または柱)の中央に、厚み2~5cmくらいの板を置いて、その上に墨出し器を設置します。
- 墨出し器の円形気泡管の気泡が赤い円の中心にくるように脚整準ネジを回して調整します。
- 電源スイッチをONにして、水平ラインを出射します。
- 一方の壁面に出射した水平ラインの中央付近をマーキングします。ここをポイントA’とします。
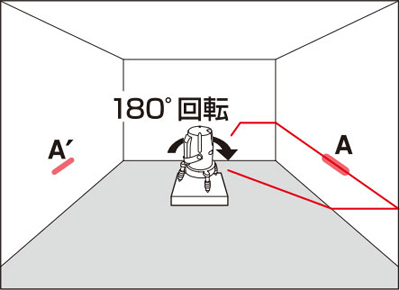
- 墨出し器を約180°反転して、もう一方の壁面に出射した水平ラインの中央付近をマーキングします。ここをポイントAとします。
- 電源スイッチを一旦OFFにします。
- 墨出し器をポイントA’側の壁ぎわの位置に移動します。(※墨出し器の載っている板を取り除きます。)
- 墨出し器の円形気泡管の気泡が赤い円の中心にくるように脚整準ネジを回して調整します。
- 電源スイッチをONにして、水平ラインを出射します。
- 壁面にラインを出射し、中央付近をポイントA’に合わせます。その時に水平ラインの中央付近をポイントB’とします。
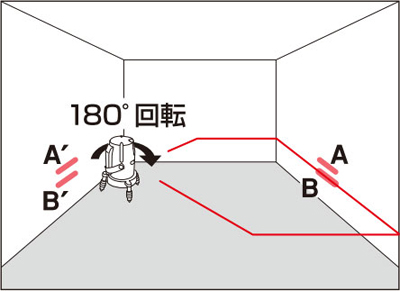
- 墨出し器を約180°反転して、もう一方の壁面に水平ラインを出射し、中央付近をポイントAに合わせます。出射した水平ラインの中央付近をマーキングします。これをポイントBとします。
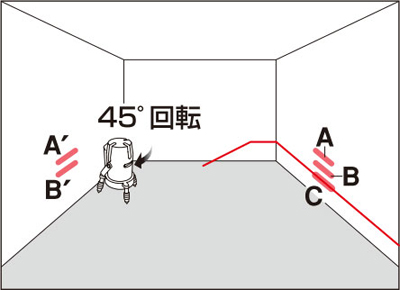
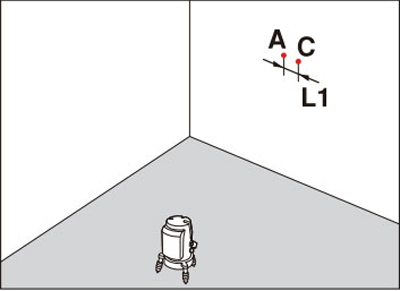
- 墨出し器を右方向に約45°回転させ、ポイントBの位置の水平ラインをマーキングします。ここをポイントCとします。
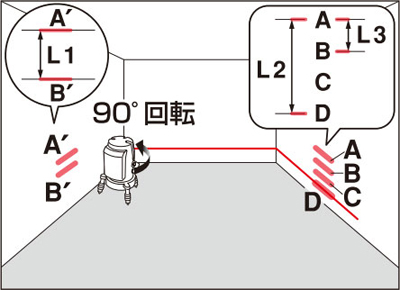
- 墨出し器を左方向に約90°回転させ、ポイントBの位置の水平ラインをマーキングします。ここをポイントDとします。
- ポイントA’からポイントB’までの距離L1と、ポイントAからポイントDの最大距離L2、ポイントAからポイントBの最小距離L3を測定します。
- L1とL2の差とL1とL3の差がそれぞれ許容範囲(下表参照)以内であれば正常です。
| 機種精度(到達点精度) | 許容範囲 |
|---|---|
| ±1.0mm/10mの機種 | ±0.5mm以内 |
| ±1.0mm/7.5mの機種 | ±1.0mm以内 |
2.縦ラインの精度確認(メーカー推奨)
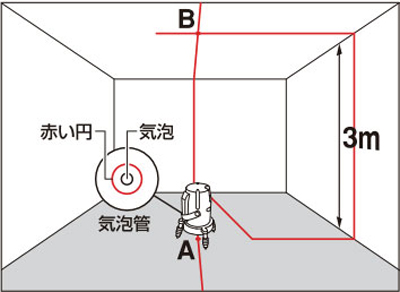
- 風の影響の少ない既設の建造物の壁を選び、高さ3mのポイントをマーキングします。ここをポイントAとします。
- ポイントAから下げ振りを吊した床面のポイントをマーキングします。ここをポイントBとします。

- この壁面のポイントBより、5m離れた位置に墨出し器を設置します。
- レーザー墨出し器の円形気泡管の気泡が赤い円の中心にくるように脚整準ネジを回して調整します。
- 電源スイッチをONにして、縦ラインを出射します。
- レーザーラインをポイントBに合わせます。
- そのままの状態で、ポイントAの位置のレーザーラインをマーキングします。ここをポイントCとします。
- ポイントAとポイントCの差L1が許容範囲※以内であれば正常です。
- 墨出し器を回転させ、他の縦ラインについても同様に確認してください。
| 機種精度(到達点精度) | 許容範囲 |
|---|---|
| ±1.0mm/10mの機種 | ±1.5mm以内 |
| ±1.0mm/7.5mの機種 | ±2.0mm以内 |
3.鉛直クロスポイント精度の確認方法(メーカー推奨)
- レーザー墨出し器を天井高さ3mの部屋に設置します。
- レーザー墨出し器の円形気泡管の気泡が赤い円の中心にくるように脚整準ネジを回して調整します。
- 電源スイッチをONにして、すべての縦ラインを出射します。
- 下部ポイントと鉛直クロスポイントをマーキングします。ここをそれぞれポイントA、ポイントBとします。
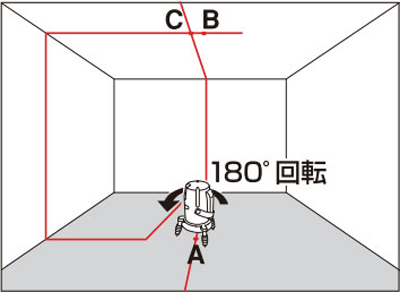
- レーザー墨出し器がズレないようにゆっくりと180°回転させ、下部ポイントをポイントAに合わせます。
- このときの鉛直クロスポイントをマーキングします。ここをポイントCとします。

- ポイントBとポイントCの差L1が許容範囲※以内であれば正常です。
| 機種精度(到達点精度) | 許容範囲 |
|---|---|
| ±1.0mm/10mの機種 | ±1.5mm以内 |
| ±1.0mm/7.5mの機種 | ±2.0mm以内 |
4.矩(かね)精度の確認方法(メーカー推奨)
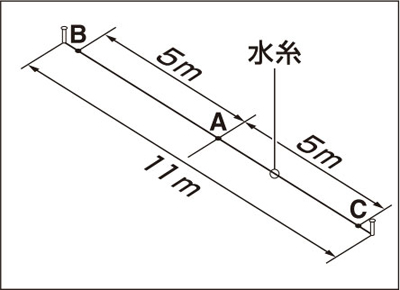
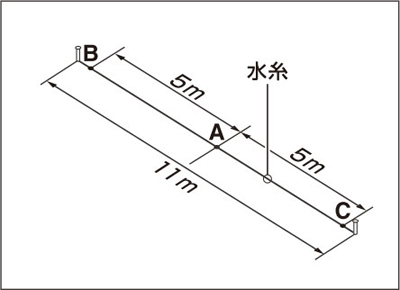
- 床が平らな場所を選び、長さ約11mの水糸を床にピンと張ります。(現場の地墨線をご利用いただいても可です。)
- 水糸の中央のポイントをマーキングします。ここをポイントAとします。
- ポイントAより、両側5m離れたポイントをマーキングします。ここをそれぞれポイントB、ポイントCとします。
- レーザー墨出し器をポイントAに設置します。
- レーザー墨出し器の円形気泡管の気泡が赤い円の中心にくるように脚整準ネジを回して調整します。
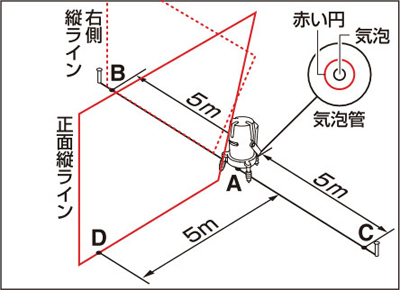
- 電源スイッチをONにして、全ての縦ラインを出射します。
- 下部ポイントをAに合わせます。その状態で右側縦ラインをポイントBに合わせます。
- 下部ポイントを基準として正面縦ラインの5m位置をマーキングします。これをポイントDとします。
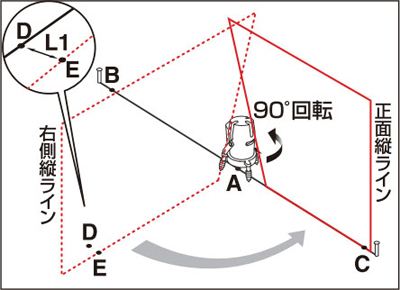
- レーザー墨出し器がズレないようにゆっくりと回転させ、正面縦ラインがポイントCに合うようにします。
- その状態で、ポイントDの位置の右側縦ラインをマーキングします。これをポイントEとします。
- ポイントDとポイントEの差L1が許容範囲※以内であれば正常です。
- 他の大矩(おおがね)についても同様に精度確認をしてください。
| 機種精度(到達点精度) | 許容範囲 |
|---|---|
| ±1.0mm/10mの機種 | ±3.0mm以内 |
| ±1.0mm/7.5mの機種 | ±4.0mm以内 |
5.左右通り精度の確認方法(メーカー推奨)
- 床が平らな場所を選び、長さ約11mの水糸を床にピンと張ります。(現場の地墨線をご利用いただいても可です。)
- 水糸の中央のポイントをマーキングします。ここをポイントAとします。
- ポイントAより、両側5m離れたポイントをマーキングします。ここをそれぞれポイントB、ポイントCとします。

- レーザー墨出し器をポイントAに設置します。
- レーザー墨出し器の円形気泡管の気泡が赤い円の中心にくるように脚整準ネジを回して調整します。
- 電源スイッチをONにして、すべての縦ラインを出射します。

- 下部ポイントをポイントAに合わせます。その状態で右側縦ラインをポイントBに合わせます。
- その状態で、左側縦ライン上のポイントCの位置にマーキングします。これをポイントDとします。
- ポイントCとポイントDの差L1が許容範囲※以内であれば正常です。
| 機種精度(到達点精度) | 許容範囲 |
|---|---|
| ±1.0mm/10mの機種 | ±1.5mm以内 |
| ±1.0mm/7.5mの機種 | ±2.0mm以内 |
レーザーの誤差が許容範囲を超えていたら
精度確認後、誤差が許容範囲を超えている場合は、購入した販売店またはメーカーへ依頼して精度調整を行ってください。
ビルディでご購入いただいたお客様はフリーダイヤル、またはお問い合わせフォームからご連絡頂ければ、すぐに対応させていただきますのでお気軽にお問合せください。
| メーカー名 | お問い合わせ先 | 受付時間 |
|---|---|---|
| タジマ | 0120-933-297 | 平日9:00~17:30 (12:00~13:00除く) |
| ムラテックKDS | 0120-342-381 | 平日9:00~17:30 |
| シンワ | 0120-305143 | 平日8:30~17:00 |
| ボッシュ | 東日本048-536-7171 西日本092-963-3486 |
平日9:00~17:30 |
| マキタ | 0120-171-197 携帯電話03-3816-1141(東京支店) |
平日9:00~17:00 |
| 日立 | 0120-208-822 携帯電話0570-20-0511 (PHS・一部IP電話からは利用不可) |
平日9:00~17:00 |
| リズム | 042-646-6234 | 平日8:30~17:30 |

