
半自動溶接機とは?手溶接との違いは?
この写真のような手棒溶接(手溶接)では溶接棒と母材の間にアーク※を発生させて溶接し、溶接棒が短くなると溶接棒を交換する必要があります。
一方、半自動溶接機は本体に収められた溶接ワイヤーがトーチの先から自動で供給されるので、溶接棒交換の手間が省けます。能率が良く、作業時間を短縮することができるため、DIYからプロの現場まで人気があります。
溶接ワイヤーは自動で供給されますが、溶接の作業自体は手動になるので「半自動」と呼ばれています。
↓手棒溶接(被覆アーク溶接)についてはこちらの記事で詳しく解説しています。
 被覆アーク溶接の特徴(メリット・デメリット)と電圧別のオススメ機種
被覆アーク溶接の特徴(メリット・デメリット)と電圧別のオススメ機種
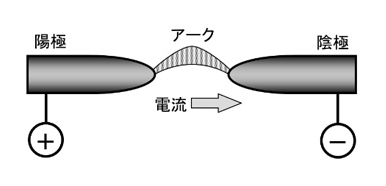
通常、電流は金属などの導体内を流れます。しかし、電極間に隙間があっても電流が十分大きければ空気中を電流が流れます。これをアーク放電と言い、この現象を利用した溶接方法をアーク溶接と呼びます。
身近な例では雷や通電中のコンセントを抜いた時に発生するスパークなどが挙げられます。
半自動溶接機の選び方
半自動溶接は溶接する材料の種類(軟鋼・ステンレス・アルミ等)によって溶接方法やワイヤーを変える必要があります。溶接したい材料とその厚みから機種を選定するようにすると良いでしょう。
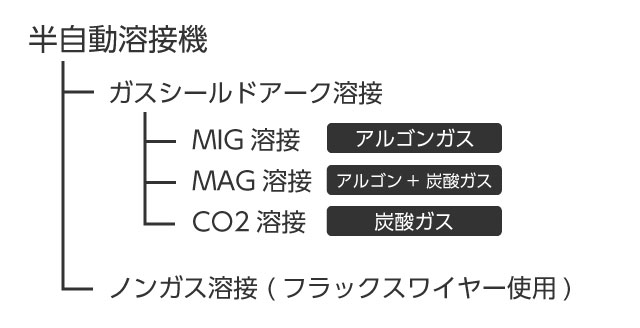
半自動溶接の溶接方法はガスシールドアーク溶接とノンガス溶接の2つに大きく分けることができます。まずはガスシールドアーク溶接からみていきましょう。
ガスシールドアーク溶接
ガスシールドアーク溶接とは、高温となった金属が酸素と反応することで酸化するのを防ぐために不活性ガスを噴射することで酸素を遮断する手法です。
ヒューム※やスパッタ※が少なく、ビード外観※が良好というメリットがある半面、風のある環境ではこのシールドガスが吹き飛ばされてしまうため、屋外での作業には適していません。
このガスシールドアーク溶接も使用するガスによってMIG 溶接・MAG溶接・CO2溶接の3種類にさらに分けることができます。

溶接作業時に見える、煙のようなもの。実体は金属蒸気が凝集したものなので吸引するとじん肺などの健康被害をもたらします。溶接時には防じんマスクの着用が必須です。

溶接後、母材に付着している金属の粒のことをスパッタと呼びます。見た目が悪いだけでなく、塗装欠陥の原因にもなるので溶接後にはブラシなどで取り除く必要があります。

溶接した接合部分のことです。溶接棒またはワイヤと母材が溶けて、融着した部分。
MIG溶接とは
MIGはMetal Inert Gasの略です。シールドガスに不活性ガス(主にアルゴンまたはヘリウム) のみを使用します。
不活性ガスは母材と化学反応を起こさないため、アルミやステンレスの非鉄金属の溶接に用いられます。炭酸ガスアーク溶接と比較して仕上がりが美しいという点では優れていますが、アークが広がるため溶け込みが浅くなり強度が得られないことやガスが高価であることが欠点です。
MAG溶接とは
MAGはMetal Active Gasの略です。シールドガスに不活性ガスと炭酸ガスの混合ガスを使います。
不活性ガスに炭酸ガスを混ぜることでアークを補足してエネルギーを集中させることができ、MIG溶接のデメリット(溶け込みの浅さ)を改善することができます。
但し、炭酸ガスが化学反応をおこすため、アルミニウムなどの非鉄金属には用いることはできません。
CO2溶接(炭酸ガスアーク溶接)とは
二酸化炭素、つまりシールドガスとして炭酸ガスのみを使用するガスシールドアーク溶接です。MAG溶接と同様、炭酸ガスが化学反応をおこすため、アルミニウムなどの非鉄金属には用いることはできません。
一般に炭酸ガスでアーク溶接を行うと、不活性ガス(主にアルゴン・ヘリウム)を使うよりスパッタが多くなり、溶接外観が悪くなります。
その一方で炭酸ガスはアークと化学反応を起こすため、炭酸ガスとアークの間に反発力が発生し、アークが細くなります。結果として、熱エネルギーが集中し溶け込みが深くなり強度を得ることができるため、不活性ガスを使用するべき環境でも、あえて炭酸ガスを用いる場合もあります。
| 使用ガス | メリット | デメリット | |
|---|---|---|---|
| MIG溶接 | アルゴン |
|
|
| MAG溶接 | 二酸化炭素+アルゴン |
|
|
| CO2溶接 | 二酸化炭素 |
|
|
ノンガス溶接
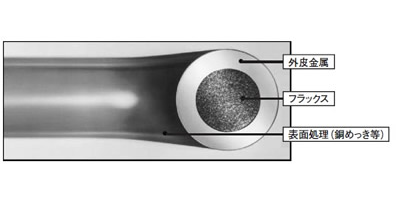
出典:日鐵住金溶接工業株式会社
ノンガス溶接とはガスを噴射する代わりにフラックスワイヤーを使用する手法です。フラックスワイヤーは酸素を低減するための脱酸剤やアークを安定して発生させるアーク安定剤などが含まれた溶接ワイヤーです。
ガスボンベを準備する必要がないので手軽に始めることができ、持ち運びも楽であることから人気があります。また、ガスを使用しないので屋外での作業も可能です。
しかしながら、ヒュームやスパッタが多く、ビード外観がガスシールドアーク溶接に劣るというデメリットがあります。
半自動溶接機 性能比較表

下の表はビルディで取り扱っている半自動溶接機を価格順に並べたものになります。安いものでは4万円を切るものもありますので、とりあえず試してみたいという方は価格の安いものから検討するのも良いかもしれません。
ガスシールド溶接を行う場合は別途ガスを用意する必要があるため、初期費用はガスを用意する必要がないノンガス溶接が安く済みます。但し、ノンガス溶接で使用するフラックスワイヤはガスシールド溶接で使用するソリッドワイヤーよりも高価なため、ランニングコストは高くなる傾向があります。
入力電圧は100Vと200Vのものがありますが、やはり100Vは200Vに比べて溶け込みがどうしても浅くなってしまうので強度が必要な場合は200V機種を選ぶのがベターでしょう。
溶接可能板厚は素材や使用する電圧によっても様々ですので、お手数ですがリンク先でご確認ください。
| メーカー | 品番 | 販売価格 | 溶接方法 | 定格入力電圧 | 使用率 | 定格出力電流 | 質量 |
|---|---|---|---|---|---|---|---|
| スズキッド |
 SAY-80L2 |
39,800円 | ノンガス | 単相100V | 20% | DC40A~ 75A |
11kg |
| ワキタ |
 MSW100 |
57,980円 | ノンガス | 単相100V | 60% | DC25A~ 80A |
5.5kg |
| イクラ |
【売れ筋】 ISK-SA090 |
61,000円 | ノンガス | 単相100V | 40% | DC90A | 6.5kg |
| スズキッド |
【売れ筋】 SAY-120 |
64,000円 | ノンガス MIG/MAG |
単相100V | 10% | DC40A~ 90A |
20kg |
| イクラ |
 ISK-SA120P |
77,800円 | ノンガス | 単相200V | 40% | DC120A | 6.5kg |
| スズキッド |
 SAY-160 |
84,800円 | ノンガス MIG/MAG |
単相200V | 9% | DC30A~ 145A |
25kg |
| スズキッド |
【売れ筋】 SAY-150N |
89,000円 | ノンガス | 単相100V/200V(切替) | 15% | DC140A | 23kg |
| スズキッド |
 SIV-140 |
124,200円 | ノンガス MIG/MAG |
単相200V | 20% | DC140A | 11kg |
| イクラ |
 ISK-SA160W |
168,800 | ノンガス MIG/MAG 手棒溶接 |
単相100V/200V(切替) | 30% | 160A | 16kg |
| スズキッド |
 SIG-140 |
172,980円 | ノンガス CO2/MIG/MAG |
単相100V/200V(切替) | 単相100V:60% 単相200V:20% |
単相100V:DC20~80A 単相200V:DC20~140A |
14.5kg |
| 小池酸素 |
 POWER MIG 180C |
174,390円 | ノンガス MIG/MAG |
単相208/230V | 30% | DC30~ 180A |
30kg |
| イクラ |
 ISK-SA200 |
185,000円 | ノンガス MIG/MAG 手棒 |
単相200V | 50% | DC160~ 200A |
17kg |
| RILAND |
 MIG350IJ |
206,000円 | MIG/MAG | 三相200V | 60% | 50~350A | 36kg |
| マイト工業 |
 MDM-200S |
208,190円 | ノンガス MIG/MAG TIG 手棒溶接 |
単相100V/200V(切替) | 40% | DC22~ 38A |
18kg |
| ダイヘン |
 D/A-MINI-160BC-BOX |
289,680円 | MIG/MAG | 三相200V | 30% | DC20~ 160A |
50kg |
| ダイヘン |
 D/A-MINI-160BC-ALOPEN |
335,440円 | MIG/MAG | 三相200 | 30% | DC20~ 160A |
50kg |
| ダイヘン |
 CPXD-200 |
365,890円 | MIG/MAG | 三相200 | 50% | DC50~ 200A |
92kg |
| パナソニック |
YM160SL7 |
379,330円 | MIG/MAG | 三相200 | 30% | DC20~ 160A |
50kg |
| ダイヘン |
 CPXD-350 |
388,200円 | CO2/MAG | 三相200 | 50% | DC50~ 350A |
103kg |
| ダイヘン |
 CPXD-500 |
544,180円 | CO2/MAG | 三相200 | 60% | DC50~ 500A |
162kg |
| ダイヘン |
 CPXDG-500 |
581,680円 | CO2/MAG ガウジング |
三相200 | 60% | DC50~ 500A |
169kg |
| ダイヘン |
 DM350 |
597,360円 | CO2/MAG | 三相200/220 | 60% | DC30~ 350A |
28kg |
| ダイヘン |
 CPXD-600 |
820,800円 | CO2/MAG | 三相200 | 100% | DC60~ 600A |
248kg |
| ダイヘン |
 CPXDG-600 |
865,560円 | CO2/MAG ガウジング |
三相200 | 100% | DC60~ 600A |
231kg |
| デンヨー |
 SDW-225LSK |
952,380円 | ノンガス CO2 手棒溶接 |
エンジン式 | 100% | DC15~ 225A |
313kg |
| ダイヘン |
DM500 |
974,060円 | CO2/MAG | 三相200/220 | 100% | DC30~ 500A |
49kg |
| デンヨー |
 DCW-350LS |
2,216,380円 | CO2 手棒溶接 ガウジング |
エンジン式 | 50~60% | DC320~ 350A |
558kg |
別売部品
溶接ワイヤ

シールドガスを使用しない場合はフラックスワイヤーを、シールドガスを使用する場合はソリッドワイヤーをお選びください。
まとめ
いかがだったでしょうか?今回は半自動溶接機の選び方を解説させていただきました。何か分からない点がございましたら、お気軽にコメント欄からご連絡ください。すぐにお調べさせていただきます!


大変勉強になりました